maritime tourism, Historical heritage and cultural resource in Suak Gual, Indonesia (wisata bahari, sejarah dan budaya di pulau mendanau bangka belitung )
Pesona mercusuar tanjung lancor dari laut Pesona pariwisata dan khasanah alam budaya memiliki prospek yang cukup potensial untuk me...

CARA CONVERT FILE MARKER KE AUTOCUTTER
CARA CONVERT FILE MARKER KE AUTOCUTTER
Silahkan Download tutorial ini dalam bentuk PDF
Atau bisa dibaca langsung tutorial dibawah ini.
Software Marker : GERBER
Mesin AutoCutter : GERBER PARAGON
Sebelum memulai proses Konversi (convert) yang perlu
diperhatikan adalah jenis/ type file original dan type file yang akan
diinginkan. Mesin Autocutter Paragon
baik itu HX ataupun Lx, pada umumnya mampu membaca beberapa type file seperti
NC, JOB, DXF. Namun menurut saya setiap file memiliki kekurangan maupun
kelebihan dalam proses screening/ pembacaan di autocutter.
Pada kesempatan kali ini kebetulan kita sedang menggunakan
dua jenis file yaitu :
- . File type NC ( File ini yang sering dan umum digunakan pada mesin autocutter gerber paragon)
- File type JOB ( File ini lebih baik dalam membaca sudut kemiringan notch dibandingkan dengan type NC, namun sejauh ini memiliki kelemahan garis diluar pola terkadang tidak saling terhubung )
F
Adapun langkah-langkah untuk mengkonversi type menjadi ( NC
) file adalah seperti berikut :
- Pilih Marker yang akan di konversi (Accumark Explorer dalam keadaan sudah terbuka )
- Pilih generate cut data

·
Click process / tanda panah warna hijau ( lihat
gambar pada lingkaran merah).
·
Pada kotak tampilan generate cut data, silahkan
pilih icon panah hijau ( lihat gambar yang diberi tanda merah)
·
Perhatikan kolom Export destination ( tempat
penyimpanan data hasil conversi)
·
Hasil file sudah dalam type NC ( Lihat kotak
berwarna hijau, pada ujung nama file adalah NC)
·
Silahkan cari file yang sudah di conversi sesuai
dengan folder penyimpanan pada export destination ( jika computer marker dan
autocutter sudah terhubung melalui jaringan, maka tidak perlu dipindahkan
secara manual menggunakan flashdisk )

1.
Pada Autocutter, silahkan ambil file yang telah
diconversi seperti proses pada biasanya.
Dalam proses conversi menjadi type JOB, maka kita harus
terlebih dahulu mengganti settingan pada
P-Cutter. Dan ganti menjadi “P-Cutter JOB”.

Penyetelan Sepatu, Gigi dan Rotary Mesin Jahit ( Maintanance and Setting Sewing machine )
PENYETELAN GIGI FEED DOG
Dalam pengaturan tinggi gigi, hal yang harus di perhatikan adalah :
Longgarkan skrup (2) pada crank (1).
Gerakkan crank (1) ke atas atau ke bawah untuk pengaturan tinggi rendah nya gigi.
Kencangkan skrup (2).
Tinggi gigi untuk type mesin tertentu seperti DDL 8300 , DDL 8500, 8700-7, adalah 0.75 – 0.85 mm atau 0.7 – 0.8 mm.

a. Pengaturan Gigi Kemiringan
Dalam pengaturan kemiringan gigi, harus diperhatikan :
Kemiringan standar (Horizontal) gigi terjadi ketika tanda titik (A) pada tangkai gigi lurus pada tanda titik (B) pada feed rocker (1) tergantung type mesin tertentu. Posisi tanda titik adalah 90 derajat pada feed rocker.
Untuk memiringkan ke atas atau untuk menghilangkan kerutan kain, longgarkan skrup pengatur dan putar tangkai gigi 900 sesuai arah panah dengan menggunakan obeng.
Untuk memiringkan ke bawah berfungsi menghilangkan kemungkinan kain tertarik yang tidak diinginkan, putar tangkai gigi 900 melawan arah panah.
Penyetelan ini hanya berlaku pada jenis mesin dan type tertentu.

b. Pengaturan Gerakan Gigi (Timing)
Dalam pengaturan timing (waktu) gerakkan gigi, hal yang harus di perhatikan adalah :
1. Longgarkan skrup (2 dan 3) di cam excentric gigi (1) gerakan cam excentrik gigi kea rah panah atau berlawanan lalu kencangkan skrup.
2. Untuk pengaturan yang standar, atur bagian atas gigi dan bagian lubang jarum bergabung dengan bagian atas needle plate.
3. Untuk mempercepat pengaturan waktu (gerakan jarumnya lebih cepat). Berfungsi untuk menghilangkan resiko kemungkinan kain tertarik oleh jarum, maka gerakan cam excentric sesuai dengan arah panah.
4. Untuk melambatkan pengaturan waktu (gerakan jarumnya lebih lambat) dan menambah kekencangan jahitan, gerakan cam excentrik gigi berlawanan dengan arah panah.

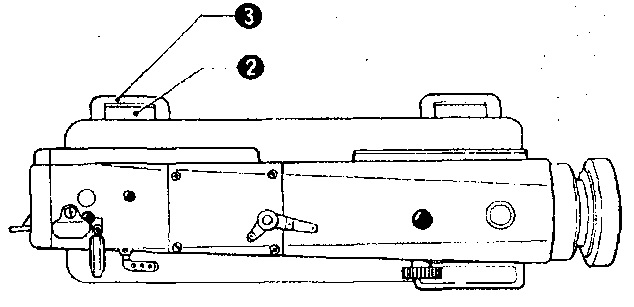
PRESSER FOOT (TEKANAN SEPATU)
Dalam Mengatur tekanan sepatu, hal yang harus diperhatikan antara lain :
1. Longgarkan mur (2) ketika anda memutar pengatur berulir/berpegas sesuai arah jarum (arah A), maka sepatu akan bertambah tekanannya.
2. Ketika anda memutar pengatur pegas kearah yang berlawanan, maka tekanan sepatu akan berkurang.
3. Setelah pengaturan, kencangkan mur (2).
4. Untuk kain umum (standar), tinggi pengatur pegas penekan adalah 29 mm – 32 mm (5kg).

Pengaturan Lengan Thread Guide R (gb b)
1. Standard posisi lengan thread guide R (l) adalah posisi dimana baut (2) adalah ditengah jarak pengaturan dari lengan thread guide R (1).
2. Untuk penyesuaian posisi, kendorkan sekrup (2) dan kemudian gerakkan lengan thread guide R(1).
3. Ketika jahitan material tebal, gerakkan lengan thread guide R (1) ke kanan (jumlah benang yang diambil menjadi lebih sedikit).
Pengaturan Tinggi Sepatu
Standart tinggi sepatu (1) adalah 5 mm ketika sepatu (1) diangkat dengan presser bar lifter (2) kendorkan baut (3) dari baut pengaturan (4) dan kemudian memutar baut pengaturan (4) sedemikian rupa sehingga tidak ada tekanan ke sepatu.
Catatan : Jangan kendurkan baut pengaturan (4) terlalu panjang (A) lebih 49 mm jika baut pengaturan (4) dikendurkan lebih dari ini presser bar (5) akan menjadi lepas dari presser foot spring guide.
Naikkan presser bar lifter (2) sepatu (1) akan juga naik.
Buka penutup oli (6) kendurkan baut (7) dan kemudian gerakkan presser bar (5) atas atau bawah sampai standar tingginya 5 mm.
Kencangkan baut (7).
Pasang lagi penutup oli (6)
Atur tekanan sepatu gunakan baut pengaturan (4) dan kemudian kencangkan baut (3) untuk pengaturan.
Tekanan sepatu mungkin lemah tetapi cukup kuat sehingga material tidak selip/meleset.
Kendurkan baut pengaturan (1).
Putar baut pengaturan (2) untuk melakukan pengaturan sepatu.
Kencangkan baut pengaturan (1).




Standart tinggi sepatu (1) adalah 5 mm ketika sepatu (1) diangkat dengan presser bar lifter (2) kendorkan baut (3) dari baut pengaturan (4) dan kemudian memutar baut pengaturan (4) sedemikian rupa sehingga tidak ada tekanan ke sepatu.
Catatan : Jangan kendurkan baut pengaturan (4) terlalu panjang (A) lebih 49 mm jika baut pengaturan (4) dikendurkan lebih dari ini presser bar (5) akan menjadi lepas dari presser foot spring guide.
Naikkan presser bar lifter (2) sepatu (1) akan juga naik.
Buka penutup oli (6) kendurkan baut (7) dan kemudian gerakkan presser bar (5) atas atau bawah sampai standar tingginya 5 mm.
Kencangkan baut (7).
Pasang lagi penutup oli (6)
Atur tekanan sepatu gunakan baut pengaturan (4) dan kemudian kencangkan baut (3) untuk pengaturan.
Tekanan sepatu mungkin lemah tetapi cukup kuat sehingga material tidak selip/meleset.
Kendurkan baut pengaturan (1).
Putar baut pengaturan (2) untuk melakukan pengaturan sepatu.
Kencangkan baut pengaturan (1).




ROTARY HOOK
Rotary Hook adalah suatau part mekani pada mesin jahit yang berfungsi untuk mengunci jahitan pada tusukkan jarum part ini berkembang sejak abad ke 19 dan terus di kembangkan sehingga penggunaan lebih efissien dan bisa beroperasi pada kecepatan tinggi sehingga menghasilkan produktifitas yang lebih besar.
PEMBERSIHAN ROTARY HOOK
Seperti biasa, kinerja cleaning mesin dilakukan berkala menurut jenjang yang sudah ditentukan, baik keseluruhan mesin atau part-part tertentu dan didokumentasikan ke kartu control, dari mulai pelumas, sampai ke part terkecil. Salah satu contoh pembersihan rotary hook.


Cara Kerja Pembersihan Rotary Hook :
1. Needle plate dibuka menggunakan obeng minus (-).
2. Feed dog/gigi dibuka dengan menggunakan obeng minus juga.
3. Seteleh area rotary hook terbuka/terlihat bersihkan area tersebut menggunakan kuas kecil.
Cat : Dalam melakukan pembersihan rotary hook, bobbin case dilepas dan mesin dalam keadaan mati.
PENYETELAN ROTARY HOOK DENGAN JARUM
Dalam mengatur hubungan jarum dan rotary hook, hal yang harus di perhatikan antara lain :
1. Mengatur waktu antara jarum dan rotary hook.
2. Putar roda pulley mesin ke arah bawah dan needle bar akan turun ke posisi terendah (TMA/titik mati atas), lalu longgarkan baut pengatur (1).
3. Mengatur tinggi Needle Bar.
4. (Untuk jarum DB) Luruskan tanda garis (A) pada needle bar (2) dengan bagian paling bawah bushing needle bar (3) lalu kencangkan baut pengatur (1).
5. Mengatur posisi rotary hook (a) .
6. (untuk jarum DB) longgarkan 3 atau 2 baut pengatur pada rotary hook, putar pulley hingga garis (B) pada needle bar (2) dengan bagian bawah bushing needle bar (3).
7. Setelah membuat pengaturan sesuai dengan langkah di atas, luruskan bagian ujung rotary hook (5) dengan bagian tengah jarum (4) sekitar 0.04 – 0.1 mm.
8. (Untuk penyetelan kain tipis) longgarkan baut needle bar dan stel pada garis strip 1.5 setelah itu kencangkan kembali, lalu longgarkan 3 baut pada rotary hook, putar sesuai dengan posisi jarum ( sekitar 0.04 – 0.1 ) serta gerakkan pulley untuk mengurangi panjang tarikan.
9. (untuk penyetelan kain tebal) longgarkan baut needle bar hingga garis 2.5 dan kencangkan kembali lalu longgarkan 3 baut rotary hook dan putar sesuai posisi jarum (sekitar 0.04 – 0.1 ) serta gerakkan pulley ke atas /bawah sesuai settingan yg di inginkan.

Pengaturan Batang Atas dan Jumlah Pelumasan Rotary Hook
1. Buka plate depan, dan kemudian putar katup pengatur oli (oil regulate valve) (1) untuk mengatur aliran oli pada upper shaft/batang atas.
2. Memiringkan kepala mesin ke belakang dan kemudian memutar baut penyetelan (2) untuk pengaturan aliran oli pada rotary hook.
3. Setelah jumlah pelumas diatur jalankan mesin 2 -3 menit dan kemudian cek ulang pemberian jumlah minyak pelumas.

Pengaturan Tinggi-Tiang Jarum (gb B)
Penunjukan garis (a) yang mana adalah garis yang kedua dari dasar tiang jarum (1) harus di sejajarkan dengan bagian paling bawah bushing tiang jarum (2) seperti ditunjukkan ketika tiang jarum (1) pada posisi terbawah.
1. Putar pulley mesin untuk pengaturan tiang jarum (l) ke posisi paling bawah.
2. Buka penutup oli (3)
3. Kendorkan baut (4) dan kemudian gerakkan tiang jarum (1) naik atau turun untuk mengatur posisi yang diinginkan.
4. kencangkan baut (4).
5. Pasang penutup oli (3).

Pemeliharaan dan Penyetelan Mesin Jahit ( Maintanance and Setting Sewing machine )
1. JARUM/NEEDLE
Salah satu part yang sangat penting di gunakan di mesin garment adalan jarum/needle, sebagai alat utama di bagian mesin.
Jarum/needle di bagi menjadi beberapa jenis atu type sesuai dengan jenis mesin yg di gunakan serta berdasarkan kebutuhan jahitan, berikut sebagai acuan pengetahuan tentang jenis jarum yg digunakan di berbagai jenis mesin jahit.


2. PENENTUAN SPI
a. Mengatur Panjang Jahitan
Dalam mengatur panjang jahitan harus memperhatikan :
Gerakan dial pengatur panjang jahitan (1) kearah bawah atau tanda panah dan luruskan nomor yang di inginkan dengan tanda (A) pada lengan mesin.
Kalibrasi dial dalam millimeter.
Ketika anda mengurangi atau menambah panjang jahitan, putar pengatur ke kiri (1) sambil menekan tuas (2) sesuai dengan tanda panah.
Semakin besar nomor semakin panjang jahitan, saat memutar pengatur (1) tekan ke bawah stitching lever (3) (stitching lever juga berfungsi mengubah jalan gigi dari maju menjadi mundur saat ditekan jauh kebawah dan ditahan pada waktu mesin dijalankan).
Setelah di stel seperti di atas perhatikan maju mundur lengan Thread Guide (feed dog ) di area needle plate yang akan di bahas pada bahasan selanjtunya.








b. Posisi per tension benang
Standard tegangan dari per tension benang (l) adalah 0.25- 0.34 N (25- 35 gf).
Tekan benang untuk jarum dengan jari sehingga sampai lebih besar dari tekanan thread tension brackewt (5) dan benang atas tidak tertarik.
Tarik benang kebawah sehingga thread tension spring (1) sama tinggi dengan thread guide (3) dan ukur tension dari thread tension spring (l).
Masukkan obeng ke dalam slot thread tension stud (6) dan putar obeng untuk mengatur thread.
Tension spring (1)
Catatan : Penggunaan pengukur tegangan (7) (yang dijual secara terpisah) untuk mengukur tegangan, pembacaaan skala.


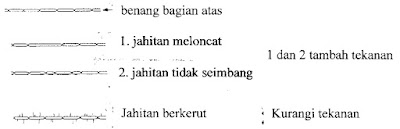
c. Permasalahan Yang Sering Terjadi
1. Tension benang atas terlalu lemah ,atau tension benang bawah terlalu kuat? Atur tension benang atas dan bawah Jarum dan feed mekanis timming sudah benar ?
Majukan needle timing

2. Tension benang atas terlalu kuat ,atau tension benang bawah terlalu lemah? Atur tension benang atas dan bawah.









Salah satu part yang sangat penting di gunakan di mesin garment adalan jarum/needle, sebagai alat utama di bagian mesin.
Jarum/needle di bagi menjadi beberapa jenis atu type sesuai dengan jenis mesin yg di gunakan serta berdasarkan kebutuhan jahitan, berikut sebagai acuan pengetahuan tentang jenis jarum yg digunakan di berbagai jenis mesin jahit.


a. Mengatur Panjang Jahitan
Dalam mengatur panjang jahitan harus memperhatikan :
Gerakan dial pengatur panjang jahitan (1) kearah bawah atau tanda panah dan luruskan nomor yang di inginkan dengan tanda (A) pada lengan mesin.
Kalibrasi dial dalam millimeter.
Ketika anda mengurangi atau menambah panjang jahitan, putar pengatur ke kiri (1) sambil menekan tuas (2) sesuai dengan tanda panah.
Semakin besar nomor semakin panjang jahitan, saat memutar pengatur (1) tekan ke bawah stitching lever (3) (stitching lever juga berfungsi mengubah jalan gigi dari maju menjadi mundur saat ditekan jauh kebawah dan ditahan pada waktu mesin dijalankan).
Setelah di stel seperti di atas perhatikan maju mundur lengan Thread Guide (feed dog ) di area needle plate yang akan di bahas pada bahasan selanjtunya.

PELUMASAN
1. Isi oli di bak penampung oli (1) dengan standart oli (sae 10 /sejenisnya).
2. Yakinkan sampai batas hight (A) jika pada tanda low (B) tambahkan oli.
3. Jika mesin dioperasikan lihat semburan oli di kaca indikator (2) jika ada, pompa oli bekerja


Pengaturan Jumlah Oli Di Hook
1. Setelah pendinginan,mesin didiamkan tiga minutes (operating dilanjutkan dengan baik).
2. Kertas untuk mengetahui jumlah minyak harus di sisipkan di dalam ketika mesin beroperasi
3. Oli dipenampung minyak diantara tanda HI dan low.
4. Jumlah minyak ditetapkan selama lima detik (please gunakan jam untuk mengetahui detikan)
Jumlah minyak yang sesuai secara manual
1. Jumlah oli dapat di tambahkan sesuai proporsi disesuaikan proses jahitan yang berbeda.
2. Tetapi dalam jumlah yang pantas. disisi lain hook mengahasilkan panas atau bahan jahitan akan tercemari.
3. Penggunaan kertas test minyak dilakukan 3 kali ,setel sekrup sampai tanda pada kertas tidak berubah.
Sesuaikan jumlah minyak untuk hook
1. Untuk mengatur jumlah minyak yang dibutuhkan hook yaitu dengan memutar baut di batang dalam rotari diputar + kearah A (tambah ) dan diputar - kearah B berarti dikurangi.
2. Setelah di atur mesin didiamkan 30 detik.




PENGATURAN TENSION
a. Pengaturan per tension benang
Posisi standart per tension benang (1) adalah 6-8 mm di atas permukaan pemandu benang (3) ketika sepatu (2) diturunkan.
Turunkan sepatu (2).
Kendorkan baut (4).
Putar thread tension bracket (5) untuk mengatur posisi per.
Kencangkan baut (4).

b. Posisi per tension benang
Standard tegangan dari per tension benang (l) adalah 0.25- 0.34 N (25- 35 gf).
Tekan benang untuk jarum dengan jari sehingga sampai lebih besar dari tekanan thread tension brackewt (5) dan benang atas tidak tertarik.
Tarik benang kebawah sehingga thread tension spring (1) sama tinggi dengan thread guide (3) dan ukur tension dari thread tension spring (l).
Masukkan obeng ke dalam slot thread tension stud (6) dan putar obeng untuk mengatur thread.
Tension spring (1)
Catatan : Penggunaan pengukur tegangan (7) (yang dijual secara terpisah) untuk mengukur tegangan, pembacaaan skala.


c. Permasalahan Yang Sering Terjadi
1. Tension benang atas terlalu lemah ,atau tension benang bawah terlalu kuat? Atur tension benang atas dan bawah Jarum dan feed mekanis timming sudah benar ?
Majukan needle timing

2. Tension benang atas terlalu kuat ,atau tension benang bawah terlalu lemah? Atur tension benang atas dan bawah.

3. Ujung jarum bengkok? Ujung jarum tumpul? Jika ujung jarum bengkok/patah ,ganti baru Jarum dipasang dengan baik? Jika salah ,pasang dengan benar Benang di mesin dipasang dengan baik? Jika salah ,susupkan benang yang benar Tekanan sepatu terlalu lemah? Atur tekanan sepatu Jarum terlalu kecil? Ganti dengan jarum yang sesuai ukurannya Sepatu terlalu tinggi ? Atur ketinggian dari sepatu Jarum dan rotary hook timming salah ? Atur ketinggian dari needle bar Atur jarak sela jarum dan rotary hook Tension per benang terlalu lemah ?
Atur tension tension per benang

4. Thread take up lever pada posisi tertinggi saat mesin mulai jalan? Set thread take up leverpada posisi tertinggi saat mesin mulai jalan Panjang benang yang keluar dari lubang jarum terlalu pendek ?

5. Thread take up spring tension terlalu kuat? Kurangi tension dari per tension benang Thread tension spring jarak kerjanya terlalu besar? Kurangi posisi thread tension spring Jarum terlalu lebar? Coba gunakan jarum dengan yang lebih rendah jenisnya dari yang Dipakai.

6. Tekanan sepatu terlalu lemah ? Atur tekanan sepatu Gigi terlalu rendah ? Atur ketinggian gigi obbin tergores/menyangkut ? Bobbin rusak,lancarkan dengan pelumas ,gerinda yang halus / ganti baru.

7. Tension benang atas terlalu kuat ? Atur sampai sesuai Tension benang bawah terlalu kuat ? Atur sampai sesuai Ujung jarum patah ? Ganti baru Ukuran jarum terlalu besar ? Ganti yang sesuai Thread take up spring tension terlalu kuat ? Atur sampai sesuai Jarak gerak thread tension spring terlalu besar ? Atur yang sesuai Tekanan sepatu terlalu besar ? Atur tekanan sepatu Mesin terlalu cepat ? Kuarngi kecepatan Sudut gigi tak sesuai ? Miringkan sudut depan gigi lebih kebawah

8. Tekakan sepatu terlalu kuat ? Atur tekanan sepatu Sudut gigi tak sesuai ? Miringkan sudut depan gigi sedikit keatas Jarum dan feed mekanis benar ?
9.Jarum bengkok / ujung jarum patah? Gantijarumbaru Jarum salah pemasangan ? Betulkan / pasang ulang Jarum tidak layak untuk benang? Ganti benang yang sesuai Tension benang atas / bawah terlalu kuat/kencang? Atur tension Benang atas lolos karena thread tyension springf jaraknya terlalu kecil? Atur ulang Rotary hook ,gigi atau komponen lain rasak? Ganti yang rusak

10. Bahan menarik atau menekan karena tenaga selama menjahit Jarum tak benar dalam pemasangan? Pasang ulang Jarum bengkok , ujung jarum patah,lubang jarum tertutup? Ganti jarum Jarum dan rotary hook timing salah? Atur tinggi tiang jarum Atur jarak antara jarum dan rotary hook Timing jarum terlalu maju dengan gigi ? Undurkan timing jarum Note : jika jarum patah cari patahannya agar tidak membahayakan

Bagian-Bagian Mesin dan Instalasi Mesin Jahit
1. INSTALASI MESIN JAHIT
Terdiri dari :
a. Meja mesin, bak oli, stand mesin/kaki mesin, tihang benang, engsel mesin, karet dudukan engsel, tali penggerak, kepala mesin, motor penggerak.
2. TATACARA INSTALASI MESIN JAHIT :
a. Meja
Ketebalan meja 40 mm dan harus cukup kuat menahan berat dan getaran dari mesin
a. Bak mesin harus dimasukkan di empat sudut mesin.
b. Sediakan dua dudukan karet sebagai bantalan untuk meminimalisir getaran.
c. Engsel dimasukkan kedalam badan mesin yang terbuka, dan pas kan kepala mesin pada meja mesin berkaret sebelum meletakkan kepala mesin di bantalan karet tersebut.
d. Kemudian pasang di meja mesin yang sudah terpasang stand/kaki mesin dan motor penggerak serta tali penggerak.
e. Jangan lupa memasukkan pelumas.

b. Motor
Pilihlah motor yang dianjurkan ( lihat tabel.)
Baca petunjuk manual motor untuk detail pada pemasangan dan pemakaian motor.

c. Panci Minyak
Pasang empat karet bantalan (2) pada panci minyak (1) dari di bawah pada keempat sudutnya.
Tempatkan panci oli (1) ke dalam lubang meja yang telah ada dan keempat sudutnya rata.
Tempatkan empat karet bantalan kepala mesin (3) di atas empat sudut panci oli (1) dan kemudian paku agar aman (4).
Masukkan dua karet bantal engsel (5) ke dalam lubang di meja kemudian paku (6).
Memasang saluran buang potongan bahan (7) kepada bagian bawah menempel panci minyak (1) seperti gambar.








f. Pemasangan Belt
Miringkan kepala mesin dan kemudian pasang belt (1) pada pulley motor dan pulley mesin.
Putar baut (2) untuk mengatur jarak simpangan belt (1) 13 - 16 mm ketika ditekan jari atau dengan tekanan 9,8 N(lkgf).


Terdiri dari :
a. Meja mesin, bak oli, stand mesin/kaki mesin, tihang benang, engsel mesin, karet dudukan engsel, tali penggerak, kepala mesin, motor penggerak.
2. TATACARA INSTALASI MESIN JAHIT :
a. Meja
Ketebalan meja 40 mm dan harus cukup kuat menahan berat dan getaran dari mesin
a. Bak mesin harus dimasukkan di empat sudut mesin.
b. Sediakan dua dudukan karet sebagai bantalan untuk meminimalisir getaran.
c. Engsel dimasukkan kedalam badan mesin yang terbuka, dan pas kan kepala mesin pada meja mesin berkaret sebelum meletakkan kepala mesin di bantalan karet tersebut.
d. Kemudian pasang di meja mesin yang sudah terpasang stand/kaki mesin dan motor penggerak serta tali penggerak.
e. Jangan lupa memasukkan pelumas.

b. Motor
Pilihlah motor yang dianjurkan ( lihat tabel.)
Baca petunjuk manual motor untuk detail pada pemasangan dan pemakaian motor.

c. Panci Minyak
Pasang empat karet bantalan (2) pada panci minyak (1) dari di bawah pada keempat sudutnya.
Tempatkan panci oli (1) ke dalam lubang meja yang telah ada dan keempat sudutnya rata.
Tempatkan empat karet bantalan kepala mesin (3) di atas empat sudut panci oli (1) dan kemudian paku agar aman (4).
Masukkan dua karet bantal engsel (5) ke dalam lubang di meja kemudian paku (6).
Memasang saluran buang potongan bahan (7) kepada bagian bawah menempel panci minyak (1) seperti gambar.




d. Memasang Kepala Mesin
Masukkan penghubung knee lifter (1).
Masukkan dua engsel (2) dalam lubang di mesin bagian samping belakang.
Tempatkan engsel (2) dalam karet bantalan (3) di meja dan kemudian tempatkan kepala mesin agar keempat sudutnya tepat pada karet bantalan (4).
Pasang penyangga kepala mesin (5) saat dimiringkan dalam meja.
CATATAN : Saat kepala mesin miring jika tidak ada penyangga akan lepas/copot.


e. Pemasangan Knee Lifter
Pasang knee lifter (1) pada batang knee lifter (2) pada panci oli dan amankan dengan baut (3).
Pengaturan knee lifter.
Turunkan presser foot/sepatu (5) dengan presser bar lifter (4).
Kendurkan baut (6).
putar baut (8) atur gerakan knee lifter (7) 2 mm untuk sela ketika knee lifter plate (1) ditekan.
Kencangkan baut (6).
Kendurkan baut (9).
Putar baut (10) sehingga jarak antara bawah baut (10) dan knee lifter (7) sekitar 8 mm.
Putar baut pengatur (10) untuk mengatur presser foot /sepatu (5) dengan maksud jarak antara needle plate sekitar 13 mm ketika knee lifter plate (1) ditekan penuh.
Setelah selesai diatur,kencangkan baut (9).

f. Pemasangan Belt
Miringkan kepala mesin dan kemudian pasang belt (1) pada pulley motor dan pulley mesin.
Putar baut (2) untuk mengatur jarak simpangan belt (1) 13 - 16 mm ketika ditekan jari atau dengan tekanan 9,8 N(lkgf).

g. Pemasangan Penggulung Bobbin
Tekan kebawah lengan tekan bobbin (1).
Tempatkan roda penggulung bobbin (2) agar menekan belt (3) sekitar 5 mm dan dudukan penggulung bobbin (4) sejajar lubang belt di meja mesin.
Pasang penggulung bobbin (4) di meja mesin dengan dua baut (5).
Tarik lengan penggulung bobbin (1) ke belakang dan periksa jarak antara roda penggulung winder (2) dan belt (3) sekitar 8 mm.

Jenis-Jenis Mesin Jahit ( Type of Sewing Machine)
Pada umumnya mesin jahit terbagi dalam beberapa jenis, tipe, dan diperuntukan sesuai
pekerjaannya.
Mesin jahit dibagi dalam beberapa jenis, mengikuti perkembangan jaman adibusana.
Umumnya dibagi menjadi tiga jenis :
1. Mesin Jahit Classic/Tradisional
Jenis mesin jahit tradisional, banyak dikenal karena hampir semua penjahit pernah
mengguanakan mesin jahit jenis tersebut dan masyarakat pada umumnya sering
menjumpai bahkan memiliki mesin jahit jenis ini dirumahnya. Awalnya mesin jahit ini
hanya dapat dimanfaatkan untuk menjahit jahitan rantai. Disatu sisi jahitan rantai
memang mudah lepas sehingga kurang bagus untuk menjaga keawetan pakaian. Namun
penjahit tidak kehabisan akal, disini mereka membuat jahitan kunci dengan menggunakan
dua benang yang sejajar. Akhirnya mesin jahit manual inipun bisa digunakan untuk
menjahit jahitan dekoratif dan zigzag. Merk yang terkenal adalah Butterfly dan Singer.

2. Mesin Jahit High Speed ( Automatic dan Semi Automatic )
Mesin jahit high speed biasa dipergunakan untuk konfeksi-konfeksi (home industry)
dan garment-garment menengah sampai atas.
Mesin jahit high speed 80% digunakan di perusahaan-perusahaan besar karena
produksinya yang sangat banyak dan tidak akan terkejar dengan mesin jahit classic.
Baik dari segi kecepatan maupun akurasi keinginan detail-detail produksi sangat
berbeda, karena mesin jahit high speed dirancang untuk pekerjaan-pekerjaan berat dan
kuantitas banyak.
Tidak menutup kemungkinan pada jaman sekarang mesin high speed pun banyak
dipakai oleh konveksi rumahan juga. Karena banyaknya permintaan barang yang cukup
besar dan subcon-subcon/makloon yang banyak dikeluarkan oleh perusahaan-perusahaan
garmen. Perusahaan tentu mengeluarkan dengan kriteria khusus/workshett yang ditetapkan
ke pemakloon tersebut guna tercapai kualitas dan kuantitas yang di inginkan perusahaan
kepada makloon/subcon.

3. Mesin Specials
a. Mesin Obras / Overlock
Mesin ini cocok untuk overclocking dan overedging bahan ringan dan menengah
pelumasan secara otamatis dan kinerja yang sangat baik low sewing tension, jahitan
rapih dan indah. Dalam penerapannya di usaha konfeksi, Mesin obras biasanya dipakai
untuk menjahit/menggabung badan depan dan belakang dalam kemeja,kaos dan produk
lainnya. Untuk merk yang sering dipakai Juki,Typical,Yamata, Brother.

b. Mesin Lubang dan Pasang Kancing
Mesin jenis ini kegunaannya untuk membuat jahitan dalam lubang kancing dan
pada beberapa tipe bisa digunakan sekaligus untuk memasang kancing. Model,
tipenya, ukurannya dan harganya juga bermacam-macam, sehingga sangat efektif dan
efesien dalam melakukan pekerjaan.

c. Mesin Jahit Jarum Dua Rantai (Distro)
Mesin ini mengadopsi mekanisme tipe jarum feed mechanism, mengambil dan
menangkap untuk menghasilkan dua baris jahitan rantai, yang tegas dan elastis, cocok
untuk jahitan biasa dan jahitan dekoratif, pakaian dalam, pakaian berbahan dasar kaos,
bedcover dan kulit. Ada lima jenis alat ukur yang tersedia untuk seleksi. Penerapan
dalam konveksi biasanya untuk menjahit pundak agar terlihat lebih rapi dan kuat.

d. Mesin Jahit Overdeck
Mesin ini mengadopsi sistem pelumasan otomatis tertutup yang lengkap, drive
utama mengadopsi timing belt untuk menjamin kecepatan tinggi dan mengurangi
kebisingan. Mesin jahit jenis ini harus di service secara khusus, untuk meningkatkan
kapasitas ketahanan aus nya.
Model dasar dari mesin ini dapat membentuk dasar menjahit dan tingkat lanjut.
Mesin ini biasanya digunakan khusus untuk membuat pakainan berbahan dasar kaos,
tetapi dapat juga digunakan untuk menjahit ritsleting nilon dan scallop.

Subscribe to:
Posts (Atom)
Popular
-
 CARA CONVERT FILE MARKER KE AUTOCUTTER Silahkan Download tutorial ini dalam bentuk PDF DOWNLOAD DISINI Atau bisa dibaca l...
CARA CONVERT FILE MARKER KE AUTOCUTTER Silahkan Download tutorial ini dalam bentuk PDF DOWNLOAD DISINI Atau bisa dibaca l... -
 PENYETELAN GIGI FEED DOG Dalam pengaturan tinggi gigi, hal yang harus di perhatikan adalah : Longgarkan skrup (2) pada crank (1). ...
PENYETELAN GIGI FEED DOG Dalam pengaturan tinggi gigi, hal yang harus di perhatikan adalah : Longgarkan skrup (2) pada crank (1). ... -
 Pada umumnya mesin jahit terbagi dalam beberapa jenis, tipe, dan diperuntukan sesuai pekerjaannya. Mesin jahit dibagi dalam beberapa jeni...
Pada umumnya mesin jahit terbagi dalam beberapa jenis, tipe, dan diperuntukan sesuai pekerjaannya. Mesin jahit dibagi dalam beberapa jeni...